说到顶级机械制造,第一反应就是它!
飞机对组件要求严苛,核心动力部件更是代表着顶级的机械制造水平。我们这次来看看,支撑客机从数千米高空安全返航的精密发动机,其涡轮叶片的加工过程、检测过程和铸造成型工艺。?
1
叶片加工
叶片是一类典型的自由曲面零件,加工这类零件时都有一个特点:薄,加工时易变形,并且材质通常为不锈钢、蒙乃尔合金、INCONEL、钛和镍为基础的难加工合金材料,更增添了加工的困难度,同时对加工工艺与加工用的刀具提出了更高的要求。
在叶片的加工中,叶片加工难点有3个方面:铣工艺围带处,叶根的加工,铣拉筋孔。
2
叶片检测
对于飞机来说,发动机的正常运转是最为重要的一条,而要保证发动机安全运转,叶片的质量就必须通过严格的检测!叶片检测主要是尺寸和形状检测,以及裂纹检测。
1)尺寸和形状检测
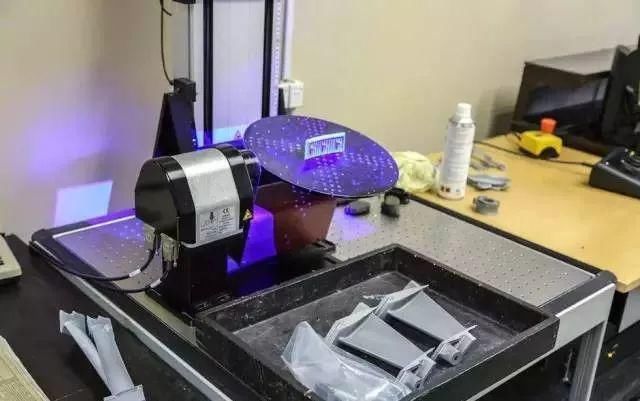
一个发动机上有很多叶片,每一个圆盘上大概有30多个叶片,如果叶片的形状和尺寸不能够保证,那么在发动机高速运转时是非常危险的。所以对于叶片的型面和几何尺寸检测也是非常重要的,但是就叶片的形状来说常规测量方法很难进行测量,所以科学家研究出了一种三坐标测量系统,通过建立测量数据来建立模型从而判断叶片的型面和尺寸的差异。
▲ 5 axis multi-sensor system
2)裂纹检测
裂纹是发动机机叶片最致命的缺陷。而航空发动机叶片的工作条件非常恶劣,致使叶片经常受到冲击、摩擦,同时还忍受着高温的灼烧和冷热疲劳,叶片容易产生各种各样的裂纹,如果不能及时发现并处理,会对飞机飞行安全带来极大的威胁,所以采用有效的方法来发现叶片中的裂纹一直是科学家们追求的。
目前,常用检测方法有CTI技术、TOFD技术、红外技术、UT技术等。
涡轮叶片自动检测系统:
3
铸造工艺
下面我们简述一下如何制造航空发动机的涡轮叶片:
加工瓷土,将瓷土打碎,制作涡轮叶片的内芯。
 工人将塑形后的瓷土模型逐个检查修形,做好的瓷土模型将首先烧结成熔融石英陶瓷芯。
工人将塑形后的瓷土模型逐个检查修形,做好的瓷土模型将首先烧结成熔融石英陶瓷芯。
 涡轮喷气式发动机需要中空的涡轮叶片,只有高质量的陶瓷芯是失蜡法铸造的最好内芯材料,它能够在浇铸金属时依然能够保持稳定,在铸件冷却后能通过化学工艺轻易溶解,在叶片中留下所需要的空气通道。
涡轮喷气式发动机需要中空的涡轮叶片,只有高质量的陶瓷芯是失蜡法铸造的最好内芯材料,它能够在浇铸金属时依然能够保持稳定,在铸件冷却后能通过化学工艺轻易溶解,在叶片中留下所需要的空气通道。
 等待进行加工的瓷土模型在外部包裹蜂蜡进行失蜡法铸造,从而得到涡轮叶片。瓷土模型其实就是叶片中的空气通道,在发动机运转时,有空气在其中通过,从而冷却涡轮叶片保持工作稳定。
等待进行加工的瓷土模型在外部包裹蜂蜡进行失蜡法铸造,从而得到涡轮叶片。瓷土模型其实就是叶片中的空气通道,在发动机运转时,有空气在其中通过,从而冷却涡轮叶片保持工作稳定。
 准备浇铸接口,这些接口将安装二到四个叶片,这样浇铸熔融金属时可以提高效率。给陶瓷芯包裹蜂蜡,作用是在铸造范摸中形成空腔。
准备浇铸接口,这些接口将安装二到四个叶片,这样浇铸熔融金属时可以提高效率。给陶瓷芯包裹蜂蜡,作用是在铸造范摸中形成空腔。
 将蜂蜡叶片安装到浇铸接口上后可以看到,已经包裹了陶瓷芯的蜂蜡叶片看起来结构粗壮,但都是浇铸时的金属流道,叶片其实非常细小。将叶片进行最后加工,这样熔融金属就可以将空腔充满,不会造成铸造砂眼。到此,铸造模型终于被加工好。
将蜂蜡叶片安装到浇铸接口上后可以看到,已经包裹了陶瓷芯的蜂蜡叶片看起来结构粗壮,但都是浇铸时的金属流道,叶片其实非常细小。将叶片进行最后加工,这样熔融金属就可以将空腔充满,不会造成铸造砂眼。到此,铸造模型终于被加工好。
 下一步是将这些铸造模型包裹瓷土,制作陶范。工人将铸造模型安装的一个旋转机械上。用机械手在陶土液中旋转,使其均匀包裹住模型的任何部位。这样才能算合格。之后加入特殊风箱中,在外表喷淋瓷土,形成厚实的外壳。进行风干。
下一步是将这些铸造模型包裹瓷土,制作陶范。工人将铸造模型安装的一个旋转机械上。用机械手在陶土液中旋转,使其均匀包裹住模型的任何部位。这样才能算合格。之后加入特殊风箱中,在外表喷淋瓷土,形成厚实的外壳。进行风干。
 之后,铸造模型在精密铸造车间进行浇铸。首先要进行加温,将铸造模型外部包裹的瓷土烧成陶瓷范模。同时,将内部的蜂蜡排出,形成铸造空腔。工人取出铸造范模。然后这些范模将浇铸特殊合金溶液。每种范模都要一种特别的熔炉进行加工。大型部件的范模生产温度非常高。
之后,铸造模型在精密铸造车间进行浇铸。首先要进行加温,将铸造模型外部包裹的瓷土烧成陶瓷范模。同时,将内部的蜂蜡排出,形成铸造空腔。工人取出铸造范模。然后这些范模将浇铸特殊合金溶液。每种范模都要一种特别的熔炉进行加工。大型部件的范模生产温度非常高。
 最后,生产出的叶片还需要进行X光探伤。每个叶片都要进行多角度探伤,防止出现任何瑕疵。X光照片,可以看出叶片内部的空腔。
最后,生产出的叶片还需要进行X光探伤。每个叶片都要进行多角度探伤,防止出现任何瑕疵。X光照片,可以看出叶片内部的空腔。
 整个涡轮叶片生产工艺非常繁复,完全超越了珠宝制造工业,而这仅仅是航空发动机制造的一小部分。完整的叶片设计制造包括:叶片结构设计,叶片强度设计,叶片材料设计,叶片制造工艺设计。叶片使用过程中的故障模式分析等。
整个涡轮叶片生产工艺非常繁复,完全超越了珠宝制造工业,而这仅仅是航空发动机制造的一小部分。完整的叶片设计制造包括:叶片结构设计,叶片强度设计,叶片材料设计,叶片制造工艺设计。叶片使用过程中的故障模式分析等。
文章来源:《机械强度》 网址: http://www.jxqdzzs.cn/zonghexinwen/2021/0423/655.html
上一篇:Redmi K40游戏版真机曝光,机械元素辨识十足,你
下一篇:普拉多2.7+离心式机械增压,在追求性价比的当今仍